



实型铸造



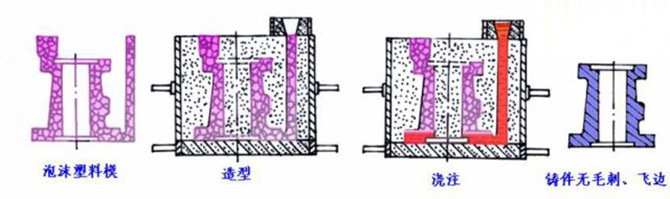
实型铸造又称消失模铸造或气化模铸造,是重力浇铸黑色金属和有色金属的最新工艺之一。其原理是用泡沫塑料代替木模和金属模样,造型后不取出模样。
当浇入高温金属液时泡沫塑料模样气化消失,金属液填充模样的位置,冷却凝固后获得铸件的方法。由于铸型的型腔浇注前由模样占据,故称为实型铸造。实型铸造法是由美国人H.F.舒罗耶于1958年发明的。实型铸造所用的模样可用泡沫聚苯乙烯板材经机加工后粘结制成,或将可发性聚苯乙烯珠粒放在金属型内加热,使珠粒发泡制成。为防止铸件粘砂,须在模样表面刷耐火涂料。铸型的材料可用一般的粘土砂或化学硬化砂,也可用干砂采用负压铸造法,或用铁丸(或钢丸)采取磁型铸造法。
下图为实型铸造工艺过程示意图。
实型铸造的特点:
实型铸造时不用起模、不用型芯、不合型,大大减化了造型工艺,并减少了由制芯、取模、合型引起的铸造缺陷及废品;由于采用了树脂砂造型,使砂处理系统大大简化,极易实现落砂,改善劳动条件;由于不分型,铸件无飞翅毛刺,使清理打磨工作量减少 50%以上。但实型铸造气化模造成空气污染;泡沫塑料模具设计生产周期长,成本高,因而要求产品有相当的批量后才有经济效益;生产大尺寸的铸件时,由于模样易变形,须采取适当的防变形措施。
实型铸造适用于各类合金(钢、铁、铜、铝等合金),适合于结构复杂(铸件的形状可相当复杂)、难以起模或活块和外芯较多的铸件,如模具、气缸头、管件、曲轴铸件、叶轮铸件、壳体铸件、艺术品、床身铸件、机座铸件等。用实型铸造法可生产铝合金铸件、铜合金铸件和灰铁铸件,重量可从1千克至几百吨,铸件的尺寸精度高于一般砂型铸造。但实型铸造在金属液浇注过程中因模样的气化,会自型腔中冒出大量黑色烟雾污染工作环境。模样气化的产物与液态金属发生作用会使铸铁件表面出现皱皮,灰铁铸件出现表面增碳现象。此外,泡沫塑料模样是一次使用,生产中需要准备与铸件相等数目的模样,所以实型铸造只适用于单件或少量生产的铸件。
实型铸造的精度和再现性可与压力铸造相媲美。壁厚和金属型差不多,气孔率低。实型铸造独特地兼有普通型砂铸造和金属型铸造两者的优点。

![]()
|
泊头市普菱机械制造有限公司 固定电话:0317-8258365 联系人:李经理 移动手机:15731744445 邮箱:181175951@qq.com 地址:河北省泊头市洼里王镇后赵工业园 |



固定电话:0317-8258365
联系人:李经理
移动手机:15731744445
公司邮箱:181175951@qq.com地址:河北省泊头市洼里王镇后赵工业园
